Tech Talk #22: Maximize Your Investment: Care & Handling Tips for Rotary Tooling
Rotary tooling represents a significant investment for the typical converter. Despite the rugged appearance of steel and aluminum tooling, the sharp cutting edges and other surfaces can be delicate and easily damaged. Damage caused during handling and storing of tooling can be costly and reduce their life. We often see tools that have nicks in the cutting blades from contact with extraneous objects or other mishandling. Something as simple as wearing a ring during handling or packing can cause damage to the tool.
Tooling Maintenance Best Practices
Pre-Run Tooling Handling
When it comes to maintenance, converters can do many simple things to avoid the risk of damage. First, it’s important that team members who are unpacking your tooling or handling it avoid wearing any jewelry that may come in contact with the tool surface.
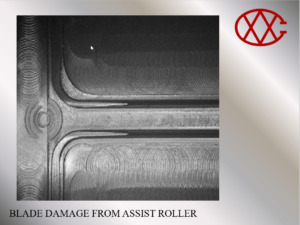
Second, using the pre-drilled holes for bolts to lift heavier dies instead of straps can reduce the risk of damaging any of the sharp blades. Setting the tool in V-blocks during preparation on your workstation will also help to avoid any contact with foreign objects. Take extra care in aligning the hold down in the station during setup to reduce the risk of bearings coming in contact with the blades on your cutting tool.
Handling Tooling During Runs
Proper Pressure
Once press side and the tooling is loaded into the machine, there are many ways to optimize die life and avoid unnecessary damage or wear. An easy one to remember is to make sure that the tools run with the least amount of pressure needed to yield a good cut. As the machine and components warm up, diameters will expand and exert more pressure naturally. Excess pressure can cause premature wear to the tools, so once the machine has warmed up, release the pressure, and reset it back to the minimum pressure needed to cut.
When stopping for a break or other downtime, release the pressure and then reset when ready to run again. Pressure can be monitored at-a-glance with hydraulic pressure gauges! Ask your Wilson rep for more info on this option.
Maintaining Clean Tooling and Workspaces
Avoid leaving loose objects such as razor blades and other tools near the die station, as they can often make their way into the station and damage the die or other components.
Keeping the tooling clean while running can optimize die life, too. Using a set of lubricated bearer wipers will help to reduce the accumulation of debris under the bearers and lowers the risk of damage or excessive wear to the bearers. Adhesive buildup can cause problems in die-cutting and lead to delays if you have to stop your press for cleaning. We offer multiple non-stick solutions to help with keeping your tools clean and running longer.
Handling Tooling After Runs
When your run is complete, it’s important to properly clean and repackage the tools. Remove any debris from the tool with a clean, soft, lint-free cloth. When needed, coat the tool with a light layer of oil as a rust inhibitor.
Rewrap the tools in the packing materials they were received in and store them back in the original shipping container. Do not store any other objects in the box with the tool as these items could shift and cause damage to the sharp blades.
Level Up Your Handling Process Today
A properly accessorized press is one way to ensure your tooling lasts as long as possible. Items such as magnetic bearer wipers and pressure gauges can make a big difference! Connect with a Wilson representative today to learn more about our accessories or to schedule an in-person or virtual handling learning session with one of our experts.



Ready to get started on your next project?
We’re here to help. Whether you know all the details of your job or need a little guidance, our team of professionals is ready to get to work for you.